Automation that runs like a precise clockwork, engineered by MEP
- References / Success Stories
- Drive Technology
- 9.7.2026
- Reading Time: {{readingTime}} min
Contents
When Precision becomes the standard
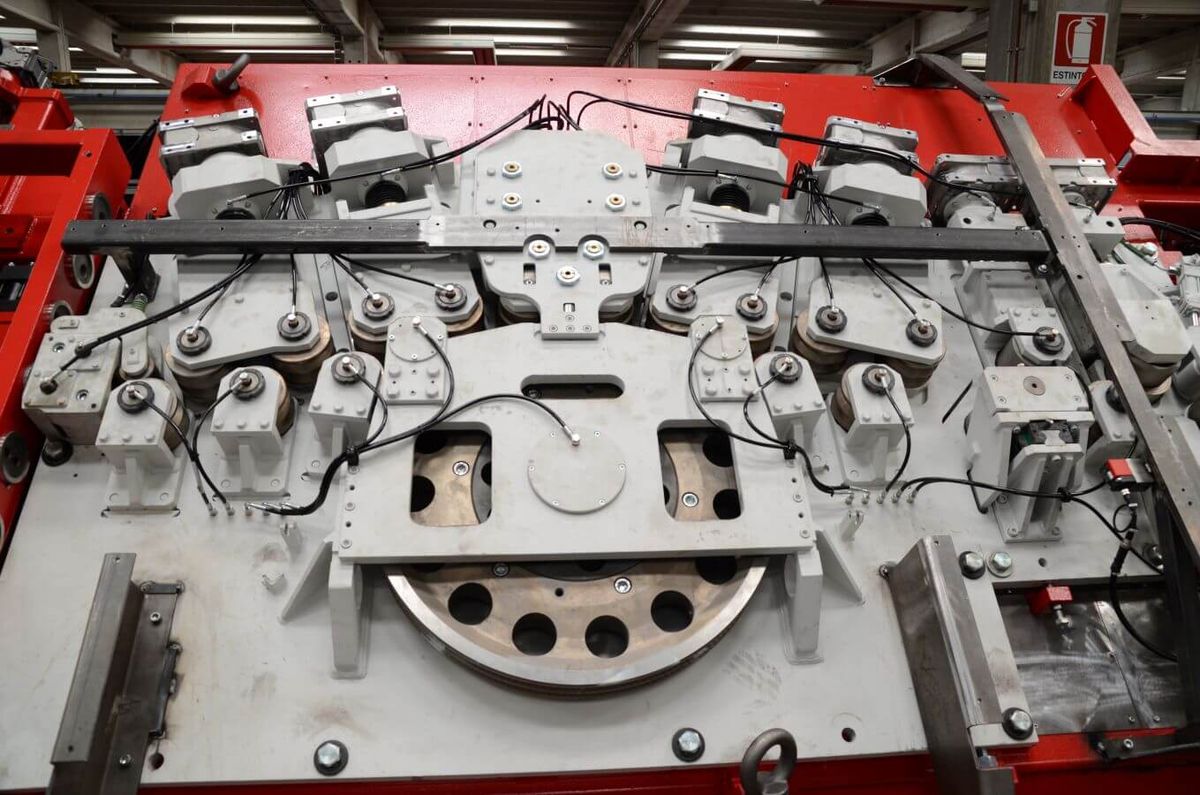
The mechanics inside of machines designed and produced by MEP remind one of a clockwork. Cogs and wheels meticulously interlock and process reinforcing steel in a highly precise manner. You can hear machines ‘tick’ and every few seconds a processed part is ready. An industrial clockwork designed to produce in a precise and stable manner – for a very long life cycle.
Since its establishment in 1966 by Remigio Del Fabro and its market entry one year later, M.E.P. (Macchine Elettroniche Piegatrici) has distinguished itself as a leading manufacturer of machines for bending, processing, and welding of reinforcing steel. The company went public in 2024 with the participation of Wise Equity VI fund, in conjunction acquiring a majority share in Promostar and Planet Automation, forming MEP Group.
Giles Haysom, Procurement Director at MEP: “To be honest there are a few trends in the business that do have an impact on how we need to design our machines.” While process steps remain roughly the same, the coil material being processed changes. Not only do products become larger in diameter – the largest used to be 16 millimeters for many years, but nowadays machines also need to be able to process reinforcing steel with diameters of up to 26 millimeters. Also, different types of steel are being used, including stainless steel, which changes the requirements significantly. “On top of that, producers also want to increase the output of their machines. That is why MEP machines are able to process two wires at the same time,” Haysom adds. Which again meant a significant change in the design of our machines. And the journey goes on.
It is against the backdrop of such developments that engineers at MEP were to take a decision. “The previously mentioned changes and requirements forced us to redesign machines and for that we would need more powerful servo axes than the ones we had used so far. 100 Amps used to be maximum as nominal current requirement, but we knew we had to adapt and go for drives that are able to manage 150 Amps,” Haysom explains. And since their supplier discontinued a product used by MEP, the pressure on the Engineering Department was high, and the hunt for a replacement solution was on.
"We look for partners who listen carefully to their customers and react accordingly, having their customers’ success in mind. Either you play in that league, or you don’t. We need the people on the other side who say: ok, let’s work it out together because this is also part of our responsibility."
Available: a wide product range. And trust.
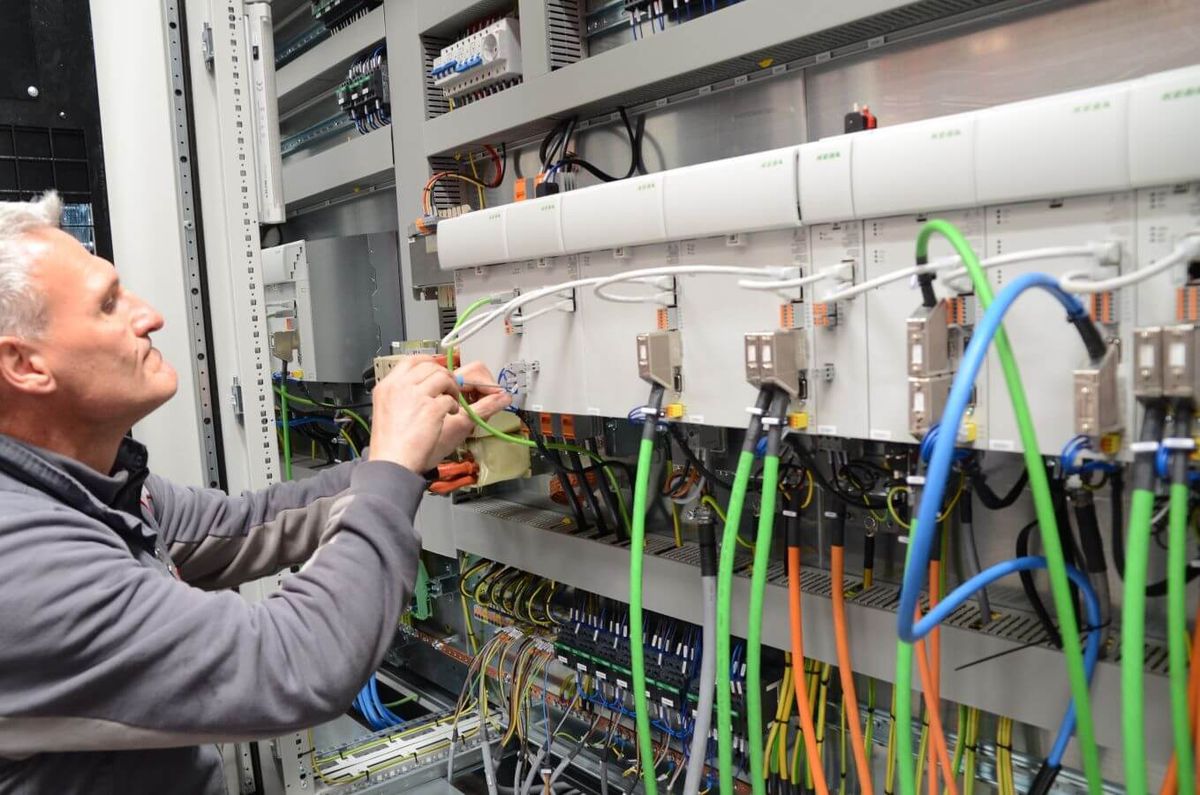
At the SPS trade show in Parma in 2012, MEP engineers met KEBA and discussed their challenges. That was the start of a very tight cooperation. Soon both parties created a relationship based on trust. Haysom: “We opted for KEBA for two main reasons: On the one hand, KEBA were offering the products we needed right then but also the ones we would need for our future growth. On the other hand, KEBA solutions are designed in such a way that they can easily communicate with different systems like CANopen, EtherCAT, PROFINET etc. by offering the corresponding interfaces proving the flexibility our engineers were looking for.”
Apart from the wide product range and the openness on architecture level, there was another element that counts a lot for Haysom and his team: “We fairly quickly developed a very good relationship with the KEBA team which was based on mutual trust,” adds Haysom. Nothing you can order from a catalogue, but crucial in business.
Challenge accepted: PROFINET protocol
2020 MEP engineers had another big challenge to tackle. Haysom: “Those days we were asked to realize a plant in Argentina for mesh-grid production. One of the requirements was to enable a PROFINET protocol. MEP contacted their technical partner, Alfonso Sciarrabone of Centro Automazioni, who, based on the available project data, suggested using D3 from KEBA. Colleagues from the KEBA team in Italy then supported and worked out the entire set up to make sure MEP was able to offer a PROFINET protocol. This IRT PROFINET protocol enables D3 drives from KEBA to communicate with the SIEMENS automation application."










A look into the future
MEP and KEBA work on new solutions as well. Currently, the MEP team is evaluating a new machine for rotor straightening and bending with an EtherCAT interface. The KEBA D3 drive platform’s commonly shared DC bus solution compensates the high power continuously required by pulling system (rotors and rollers) with the power regenerated by the shear unit, reducing the overall power consumption and the energy dissipated on an external brake resistor. This is a new opportunity for KEBA and, depending on the results of the tests, MEP may extend their cooperation. Haysom: “In cutting and bending applications it may well be possible to expand collaboration on the level of servo motors as well.”
Apart from products and solutions to design machines, MEP also focuses on the importance of service once the machines are up and running in the field. Having suppliers with a global reach is extremely positive and very important to the MEP team. Haysom: “Local support and after sales in countries, also and especially in far-reaching places, is a very important strategic pillar in the cooperation.”







